Digital Solutions for the Daily Necessities Industry
I. Core Industry Pain Points
Rampant Counterfeiting & Substandard Products: Damages brand image and threatens consumer safety.
Uncontrolled Channel Management: Frequent instances of expense embezzlement, fraudulent reconciliation, and regional diversion of goods.
Inefficient Marketing Execution: Difficulty in implementing strategies, lack of enthusiasm from stores and sales associates.
Severe Data Silos: Disconnected data across production, warehousing, circulation, and sales, making collaboration difficult.
II. Defender Digital Platform Solution
Centered on "one item, one code" technology, we build a digital management platform covering the entire link from "production - warehousing - sales - marketing," achieving four core values:
Quality Traceability & Anti-Counterfeiting:
Through production line coding, each product is given a unique identity, combined with multiple encryption technologies to enable precise detection of counterfeit and substandard products.
Consumers can scan codes to instantly verify authenticity and trace the product's entire lifecycle (from raw materials to after-sales service), building a transparent and trustworthy consumer service system.
Channel Control & Anti-Diversion:
Based on scanned data and automatic comparison with distribution ranges, it provides real-time alerts for diversion, grasping terminal inventory and flow.
Full-process digital control over warehousing, distributors, and stores supports precise production, supply, and sales planning.
Marketing Ecosystem Construction:
Combines scenario-based marketing tactics (e.g., dealer rebates, sales associate incentives, consumer interaction) to stimulate channel promotion efforts.
Optimizes strategies through data feedback, forming a positive cycle where "wholesalers are willing to stock, sales associates are willing to promote, and consumers are willing to buy."
System Data Integration:
Connects with internal enterprise systems, breaking down data silos across production, warehousing, circulation, and sales, achieving efficient data flow and decision support.
III. Classic Case Study: DuPont
Company Background:
DuPont is a science-based global company that provides scientific solutions to improve the quality of life in areas such as food & nutrition, health, clothing, home & construction, electronics, and transportation. Founded in 1802, DuPont operates in 70 countries worldwide with over 79,000 employees.
Solution & Achievements:
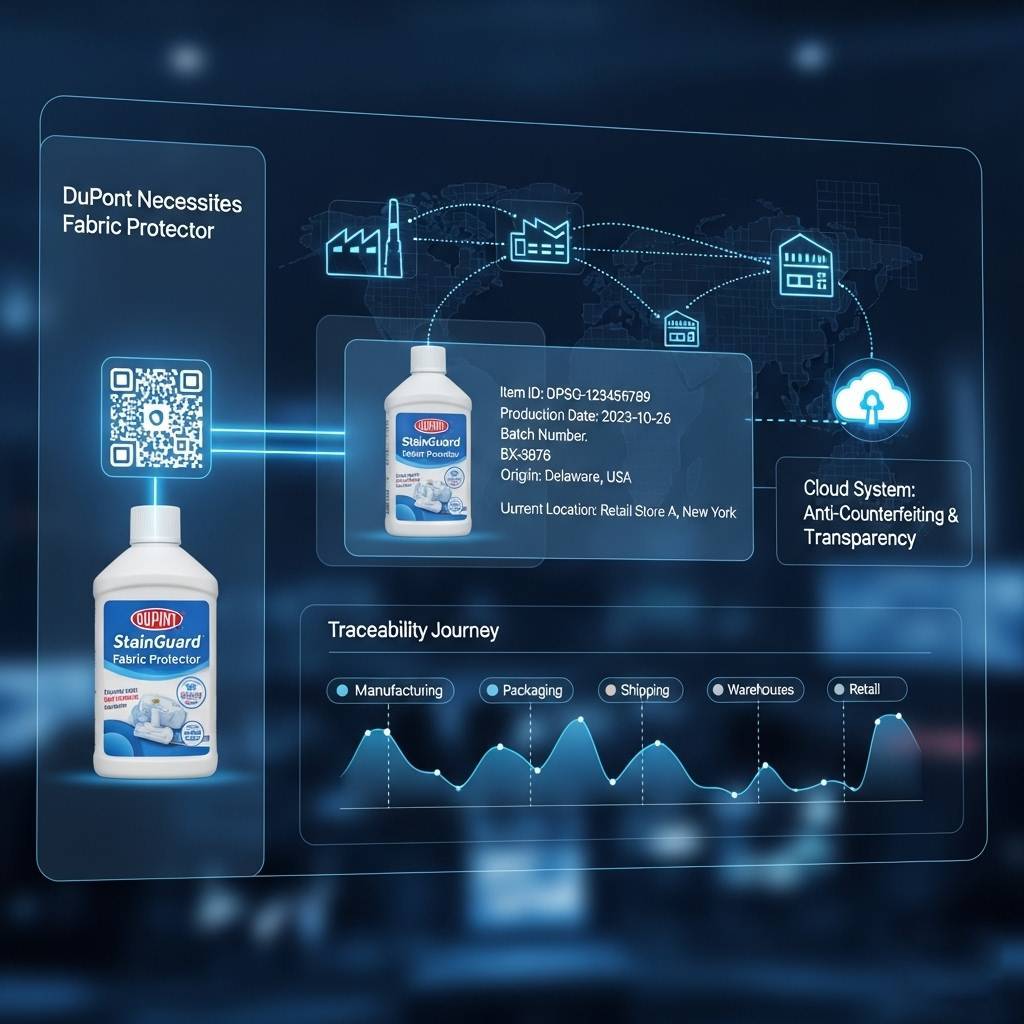
(1) Anti-Counterfeiting System Upgrade:
Adopted "one item, one code" technology, assigning a unique, non-replicable digital label to each product, allowing consumers to quickly verify authenticity by scanning. This strengthened the brand's anti-counterfeiting capabilities, effectively curbing the damage of fakes to the brand image.
(2) Full-Link Traceability Management:
Achieved visible monitoring of the entire process from raw material procurement, production processing, logistics circulation, to terminal sales.
Real-time access to dynamic product information, building a transparent industry chain and enhancing consumer trust and brand competitiveness.
Solution Value:
Through digital technology, DuPont successfully addressed issues such as counterfeiting and uncontrolled channels, achieving the goal of digital transformation with controllable quality, transparent processes, and precise marketing, providing a benchmark practice case for the daily necessities industry.